


1. Наличие поперечной режущей кромки, которая имеет большее отрицательное значение переднего угла, что затрудняет процесс резания.
2. Различная геометрия вдоль главного лезвия (от периферии к центру a увеличивается, а g уменьшается) – это причина различного коэффициента усадки стружки вдоль главного лезвия.
3. Вспомогательный задний угол на ленточке a1=0, что способствует защемлению сверла.
4. Угол f1 близок к 0, что также способствует защемлению сверла в отверстии.
5. Диаметр отверстия ограничен, следовательно, затруднён отвод тепла из зоны резания, отвод стружки, подвод СОЖ, недостаточна жёсткость и прочность сверла.
5.5 Зенкерование
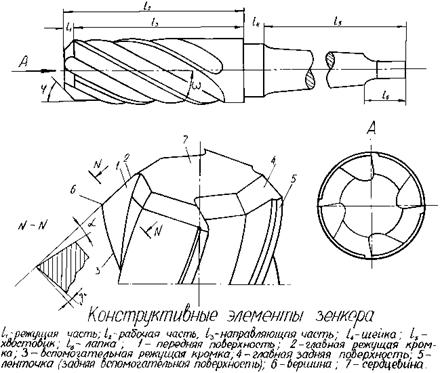 |
Рисунок 95
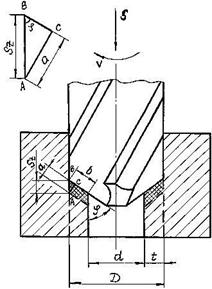
Рисунок 96 – Элементы срезаемого слоя при зенкеровании
Цельные зенкеры делаются от 10 до 32 мм, насадные – от 25 до 80 мм.
2f=60…1200, w=10…300, f1=0,5-10, g=10…180, a=6…150.
Зенкерованием можно достичь 8-9 квалитета точности, Ra 3,2…6,4 мкм.
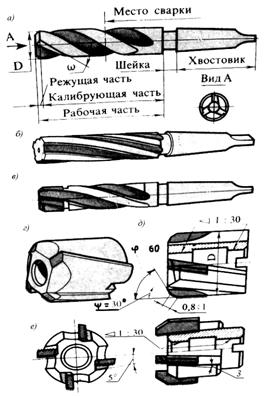
а – конструкция зенкера, б – четырехперый цельный быстрорежущий зенкер, в – твердосплавный, г – насадной быстрорежущий, д – насадной твердосплавный, е – насадной со вставными ножами
Рисунок 97 – Виды зенкеров