


Протягиваются поверхности различной конфигурации, как внутренние, так и наружные.
Скорость резания при протягивании – 2-15 м/мин.
Точность обработки 6-9 квалитеты, шероховатость Ra 0,63…2,5 мкм.
Конструкция протяжки
Если длина протяжки не превышает 15 диаметров и протяжка работает на сжатие, то она называется прошивкой.
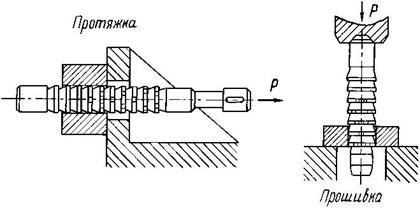 |
Рисунок 102
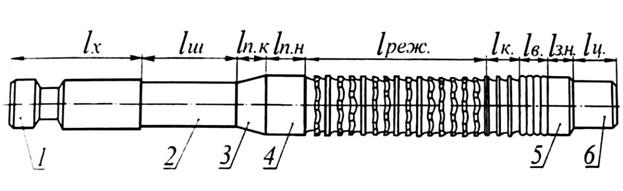 Рисунок 103
Рисунок 103
1 – хвостовик;
2 – шейка;
3 – направляющая часть;
4 – режущая часть;
5 – калибрующая часть;
6 – задний конец протяжки.
Рабочая часть протяжки изготавливается из сталей Р9, Р18, Р9Ф5, ХВГ (наименьшая способность деформироваться).
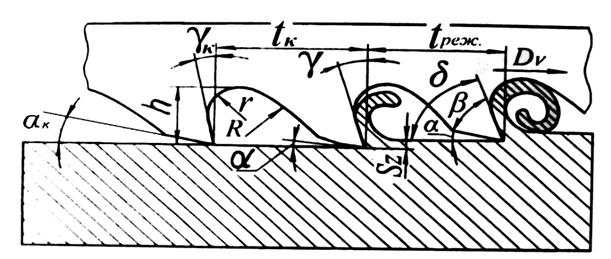 |
Геометрические параметры
Рисунок 104
Элементы режима резания
Vp – вдоль оси протяжки,
Sz – подача на зуб, разность высоты соседних зубьев режущей части,
a – равняется подаче на зуб Sz,
b - зависит от формы и конструкции протяжки, которая определяется обрабатываемой поверхностью,
![]() ,
,
![]() .
.
На калибрующей части подъёма нет для улучшения класса шероховатости.
α=2…40 на режущей части протяжки, α=1…20 на калибрующей части.
Схемы протягивания
1. Профильная.
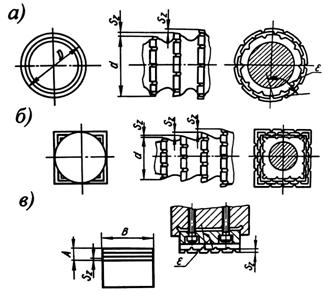
Рисунок 105
Получается наилучшее качество и точность обработки. Применяется редко из-за сложности изготовления зубьев протяжки.
2. Генераторная.
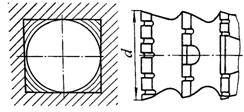
Рисунок 106
Точность и класс шероховатости ниже. Метод применяется широко, когда нет высоких требований к детали.
3. Прогрессивная (групповая).
Осуществляется по генераторной или профильной схеме.
Припуск между одинаковыми по высоте зубьями в группе разделяется по ширине. Снижаются силы резания, увеличивается стойкость.
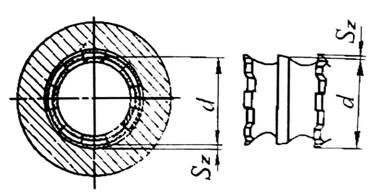
Рисунок 107