


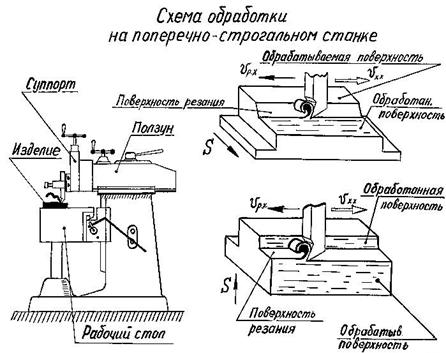
Строганием обрабатываются плоские и фасонные поверхности, оно выполняется обычными резцами на строгальных станках.
Продольно-строгальные станки служат для обработки длинных поверхностей. Заготовка устанавливается на столе. Резцы устанавливают на суппорт станка, имеющего движение подачи заготовки перпендикулярно столу.
В поперечно-строгальных станках (рис. 83) главным движением является движение инструмента, закреплённого на ползуне. Заготовка устанавливается на столе, имеющем движение подачи в поперечном и вертикальном направлении. Применяется для обработки коротких поверхностей.
Точность обработки строганием – 7-13 квалитеты, шероховатость –
Rz 80…40.
Элементы режима резания
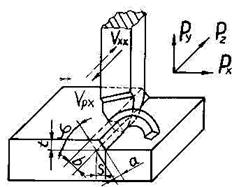
Рисунок 84
Если бы резец был прямой, то он портил бы обработанную поверхность, врезаясь глубже под нагрузкой.
![]()
S, мм/дв.х.
t – минимальное расстояние от обрабатываемой до обработанной поверхности.
5.2.2 Физические параметры срезаемого слоя
a – толщина срезаемого слоя – минимальное расстояние между двумя положениями режущей кромки, когда резец переместится на величину подачи.
![]()
b – ширина срезаемого слоя:
![]()
Площадь срезаемого слоя:
![]()
Особенности процесса строгания
1. Прерывистость процесса резания. Резцы делают изогнутыми.
2. Резец работает с ударом.
Преимущество: при обратном ходе происходит охлаждение инструмента.
Силы резания измеряются и рассчитывается аналогично операции точения.
Назначение режимов резания
1. По аналогии с точением выбирается глубина точения t.
2. Назначается подача.
3. Рассчитывается скорость резания.
4. Число двойных ходов
![]() ,
,
![]() ,
,
![]() .
.
m – отношение скорости рабочего хода к скорости холостого хода.
5. Фактическая скорость резания определяется:
![]() , м/мин.
, м/мин.
6. Рассчитывается машинное время
![]() ,
,
где B – ширина заготовки,
y1 – величина врезания,
y2 – величина перебега.
![]() , кВт.
, кВт.
Все остальные параметры вычисляются так же, как и при точении.