


1 Зернистость
Определяется размерами зёрен по ГОСТ 3647-71. Они подразделяются на 28 номеров зернистости. Номер зернистости соответствует размеру зерна в мкм.
200-16 номера – «шлифовальные зёрна»,
12-3 номера – «шлифовальные порошки»,
М63-М14 – микропорошки,
М10-М5 – «тонкие микропорошки».
Чем больше поверхность контакта круга с обрабатываемой деталью, тем крупнее порошок.
2 Твёрдость шлифовального круга
Она характеризуется твёрдостью «связки».
Твёрдость абразивного инструмента – это способность связки удерживать зёрна от выкрашивания.
Слишком твёрдые шлифовальные круги быстро засаливаются. Подразделяются:
М – мягкие: М1, М2, М3;
СМ – средней мягкости: СМ1-СМ2;
С – редкие: С1, С2;
СТ – средне-твёрдые: СТ1-СТ3;
Т – твёрдые: Т1, Т2;
ВТ – весьма твёрдые: ВТ1, ВТ2;
ЧТ – чрезвычайно твёрдые: ЧТ1, ЧТ2.
С увеличением твёрдости обрабатываемого материала твёрдость круга уменьшается.
3 Структура шлифовальных кругов
Она характеризуется количественным состоянием в круге между зёрнами, связкой и порами.
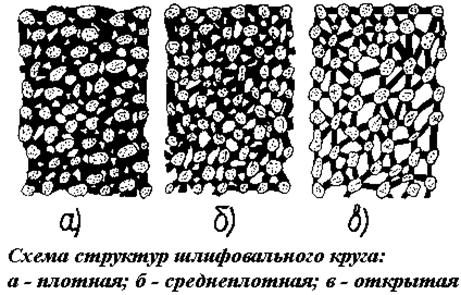
Рисунок 125
Существует 12 номеров структуры:
0-3 (плотные),
4-6 (средней плотности),
7-12 (открытые).
С увеличением номера зернистости уменьшается склонность абразивного инструмента к ожогам и засаливаемости. Для увеличения производительности необходимо брать открытые структуры.